
第六章 電焊與氣割基本操作技術(shù)
第一節(jié) 手工電弧焊基本操作技術(shù)
鈑金工、冷作工經(jīng)常要參與焊接、氣割甚至氣焊操作,具備基本的焊接、氣割操作技能是十分必要的。必要時,進行點固焊、焊接簡單裝配卡具、用氣割修理零件形狀、用氣焊火焰矯正結(jié)構(gòu)件變形等工作都可以由冷作工自行完成。目前,手工電弧焊廣泛應用于船舶、車輛、橋梁、建筑、鍋爐、壓力容器、石油化工、礦山機械、冶煉設備、機械制造等部門的結(jié)構(gòu)工程和產(chǎn)品制造中。由于焊條有多種類型,因此手工電弧焊可焊接碳鋼、低合金鋼、耐熱鋼、低溫鋼、不銹鋼等多種材料,此外還能對某些鎳基合金、鑄鐵等成功地進行焊接,并可實現(xiàn)耐磨、耐蝕、耐熱合金的堆焊。
下面主要介紹手工電弧焊的常用設備和基本操作技術(shù)。
一、交流電焊機
交流電焊機實質(zhì)上就是一種限制短路電流的變壓器,將220V或380V的電網(wǎng)電壓降到30~110V,以獲得低電壓大電流的焊接用電。
變壓器一次側(cè)接一個火線一個零線的是220V,變壓器一次側(cè)接兩支火線時,電壓為380V。將電焊機連接到電網(wǎng)上的工作應由電工完成。電焊機的二次側(cè),即低電壓大電流側(cè),用粗電纜連接到焊把和工件進行焊接。交流焊機的二次側(cè)不分極性,哪一條電線連接工件都行。二次側(cè)的電壓越低,焊接電流就越大,粗調(diào)電流就是調(diào)節(jié)變壓器二次線圈的圈數(shù)以獲得不同檔次電壓,也就獲得了不同檔次的電流。細調(diào)電流可以獲得適合焊接的最佳電流值。
目前使用的交流電焊機種類很多,最常用的交流電焊機有動鐵式、電抗器式和動圈式三種。下面介紹這三種最常用的交流電焊機的電流調(diào)節(jié)原理及方法。
1.動鐵式交流電焊機
動鐵式交流電焊機見圖6-1。
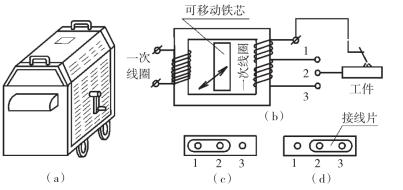
圖6-1 動鐵式交流電焊機外形圖及電氣原理圖
圖(a)是電焊機的外形圖。調(diào)節(jié)電流的搖把在電焊機的側(cè)面,這也是這種焊機的外形特點。動鐵式交流焊機的型號是BX1系列。例如,BX1-330、BX1-500等。B代表變壓器,X代表輸出電流曲線是下降的,1為動鐵式,后面的數(shù)字代表最大電流。最大電流為500A的這種焊機用于焊接直徑5mm以下的焊條。
圖(b)是焊機電氣原理圖。空氣中的兩個線圈的電流感應是很小的,而有了鐵芯,兩線圈間的感應電流就會很大,鐵芯的磁通性能越好,變壓器的效率就越高。如果在口字型鐵芯間增加了一個活動鐵芯,將鐵芯搖入時,一次側(cè)線圈所產(chǎn)生的磁通就會從活動鐵芯漏掉一部分,二次線圈內(nèi)的電流就會減少,從而達到細調(diào)電流的目的。調(diào)電流時可以觀察活動鐵芯的位置,向里搖電流小,向外搖電流大。
二次側(cè)的線圈匝數(shù)可以調(diào)節(jié),以達到粗調(diào)電流的目的。連接1、2兩點焊接電流大,焊接電壓低。連接3、2兩點焊接電壓高,焊接電流小。
圖(c)是焊機的大/小擋電流調(diào)節(jié)板。粗調(diào)焊接電流時,用扳手將螺絲松開,將連接片卸下,換到另兩個接線柱上,用螺栓固定。改變了變壓器的二次側(cè)圈數(shù),就達到了粗調(diào)焊接電流的目的。
小型手提式電焊機也常采用這種形式。手提式焊機焊接電流小,一般用于直徑小于2mm的焊條焊接。
2.電抗器式交流電焊機
電抗器式交流電焊機如圖6-2所示,圖(a)是電焊機的外形圖。調(diào)節(jié)電流的搖把在電焊機的前面,這也是這種焊機的外形特點。電抗器式交流焊機的型號是BX2系列,例如BX2-330、BX2-500等。B代表變壓器,X代表輸出電流曲線是下降的,2為電抗器式,后面的數(shù)字代表最大電流。最大電流為500A的這種焊機用于焊接直徑5mm以下的焊條。
圖(b)是焊機電氣原理圖。口字形變壓器的上面增加了一個電抗器,電抗器的感應電流方向與焊接電流方向相反,起阻礙焊接電流變化的作用,短路時,使短路電流不會過大,也起穩(wěn)定焊接電流的作用。
用搖把調(diào)節(jié)電抗器的活動鐵芯向外,活動鐵芯與固定鐵芯間的間隙變大,空氣中兩個線圈感應的阻礙電流變小,焊接電流變大。反之,用搖把調(diào)節(jié)活動鐵芯向里,活動鐵芯與固定鐵芯間的間隙變小,兩線圈間的感應電流就會變大,阻礙焊接電流的電流變大,焊接電流就變小。調(diào)電流時可以觀察活動鐵芯的位置,向里搖電流小,向外搖電流大。
焊接電流的粗調(diào)與動鐵式交流電焊機的方法相同。
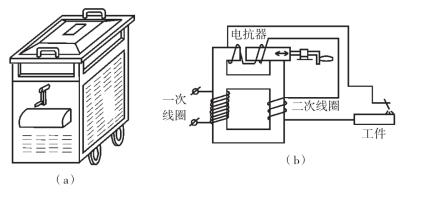
圖6-2 電抗器式交流電焊機外形圖及電器原理圖
3.動圈式交流電焊機
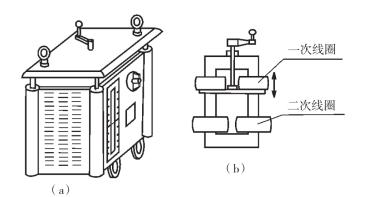
圖6-3 動圈式交流電焊機外形圖及電氣原理圖
圖6-3是動圈式交流電焊機。圖(a)是焊機的外形圖,其特點是焊接電流細調(diào)節(jié)的搖把在焊機的頂部,搖動電流調(diào)節(jié)搖把并觀察焊機前面上下移動的指示針,均勻地改變焊接電流。焊機的右上角有一個旋鈕,標有“接法Ⅰ”和“接法Ⅱ”,是用改變二次線圈匝數(shù)的方法粗調(diào)焊接電流的開關(guān)。
動圈式交流焊機的型號是BX3系列。例如,BX3-300、BX3-500、BX3-1000等。B代表變壓器,X代表輸出電流曲線是下降的,3為動圈式,后面的數(shù)字代表最大電流。最大電流為500A的這種焊機用于焊接直徑5mm以下的焊條。
圖(b)是焊機的電氣原理圖。一次線圈在焊機的上邊,可以上下移動,二次線圈在變壓器的下邊,是固定線圈。線圈均由粗銅帶制造。搖動手柄使上下線圈間的距離變小,則感應電流變大,反之則變小,達到細調(diào)電流的目的。
焊接厚板時用大電流擋,焊接薄板用小電流擋。細調(diào)電流時,邊搖搖把邊觀察線圈位置,會發(fā)現(xiàn)二次線圈向上時,電流變小,反之電流變大。
電器短路時,會產(chǎn)生巨大的短路電流,而使電器或電路燒壞。而電焊機在設計時,限制了短路電流的數(shù)值,短路電流是工作電流的幾倍,不會產(chǎn)生保險絲爆斷的現(xiàn)象。焊接時,首先將焊條與工件接觸,短路電流較大,提起焊條后,電弧引燃。但是,如果長時間短路,也會燒壞電焊機,工作中要注意,不要將焊把放在工件上。
二、直流電焊機
1.直流弧焊發(fā)電機
直流弧焊發(fā)電機是電動機帶動發(fā)電機發(fā)電進行焊接的電焊機,焊接電流穩(wěn)定,使用壽命較長。缺點是噪聲大、效率低、焊機成本高,屬于限制不再生產(chǎn)的焊機。使用時,要定期更換電刷。型號為AX系列,例如AX-320。
2.弧焊整流器
弧焊整流器是一種常用的直流弧焊電源,它是利用交流電經(jīng)過變壓、整流后獲得直流電的。弧焊整流器有硅弧焊整流器、晶閘管弧焊整流器和晶體管弧焊整流器三種。按結(jié)構(gòu)不同,弧焊整流器可分為磁放大器式、動圈式、動鐵式、附加變壓器式等多種類型;根據(jù)弧焊整流器外特性的不同,又有下降特性-ZXG、平特性-ZPG、多特性-ZDG等多種型號。弧焊整流器既可用作焊條電弧焊電源,也可作為埋弧焊電源。圖6-4為具有下降外特性的硅弧焊整流器ZXG-300的外形圖。
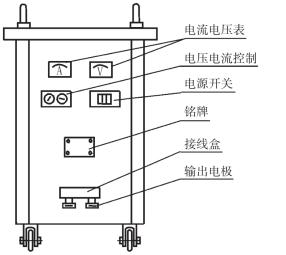
圖6-4 ZXG-300型弧焊整流器外形圖
下降外特性的含義就是隨焊接電壓的降低,焊接電流加大,電壓為零時,短路電流不是很大。也就是焊接時,弧長越短焊接電流越大,焊條與工件接觸短路時電流不會太大。
ZXG-300型硅弧焊整流器屬于磁放大類型,其空載電壓為70V,工作電壓為25~30V,電流調(diào)節(jié)范圍為15~300A。
三、焊 條
1.焊條尺寸
焊條就是金屬焊芯外涂藥皮的熔化電極。普通焊條是在直徑2~5mm的低碳鋼絲外面壓涂上酸性或堿性藥皮,加熱烘干而成的。如圖6-5所示,為了便于焊條的金屬接觸工件燃弧,將焊條前端的藥皮磨成45°的倒角。為了導電,在焊條的尾部去掉一段藥皮,以便于夾持在焊鉗上。
以焊芯直徑尺寸稱呼焊條直徑。直徑5mm的焊條,藥皮的外直徑比5mm要大得多。常見的焊條直徑是:φ2、φ2.5、φ3、φ3.2、φ4、φ5、φ6mm,造船廠等專業(yè)工廠也使用φ10mm,甚至更粗的焊條。最常用的焊條直徑是φ3.2、φ4、φ5mm。焊條長度一般在250~450mm之間。
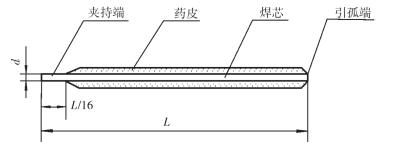
圖6-5 焊條
2.焊芯與藥皮
焊條中間的金屬絲是焊芯,它既作為通電的導體,又不斷熔化,與母材熔合后形成金屬焊縫,所以要依據(jù)母材選擇焊條。在用于CO2焊和埋弧焊氣焊等熔焊方法時,金屬絲不包裹焊藥,稱為焊絲。焊芯牌號用“焊”字拼音的第一個字母H,后面綴以鋼號表示,如H08A、H08Mn2Si等。
藥皮是將錳礦粉、鈦鐵礦粉、長石、螢石、菱鎂礦等許多粉料用水玻璃混合后,用油壓機或螺旋機壓涂,由自動化生產(chǎn)線生產(chǎn)。
當生產(chǎn)中需要少量特殊焊條時,可以查資料自行制作。
藥皮的作用主要是產(chǎn)生氣體保護焊縫、參加冶煉添加金屬元素、形成電離氣體穩(wěn)定電弧、形成藥皮覆蓋焊縫。
3.常見材料的焊條選用
焊條的選用主要是依據(jù)圖紙要求。根據(jù)金屬材料選用的常見焊條型號如下。
(1)焊接一般低碳鋼薄板結(jié)構(gòu)用E4313(J421)高鈦鈉和高鈦鉀型焊條。
(2)焊接較重要的低碳鋼結(jié)構(gòu)和同強度的低合金鋼,如12Mn、09Mn2、09MnNb等用E4303(J422)鈦鈣型焊條。
(3)焊接較重要的低碳鋼結(jié)構(gòu)也可以用E4301(J423)鈦鐵礦型焊條。
以上三種焊條用交流電源或直流電源都可以,焊接最常見的Q235(A3)經(jīng)常使用這三種焊條。
(4)焊接中碳鋼及某些重要的低合金結(jié)構(gòu)鋼,如16Mn、35鋼等,使用E5016(J506)低氫鉀型和E5015(J507)低氫鈉型焊條。E5016為交直流兩用,E5015只可以用直流電源焊接。這兩種焊條含氫量低,使用前應烘干,以祛除水分。
(5)焊接1Cr18Ni9Ti等不銹鋼,常用E308-16(A102)鈦鈣型焊條,交直流兩用。
以上焊條的型號是新型號,括號內(nèi)是舊型號。焊接低碳鋼的焊條不受潮時,焊接前不用烘干。
四、手工電弧焊的基本原理
1.焊縫的形成
手工電弧焊是利用電弧放電時產(chǎn)生的熱量加熱,熔化焊條和工件,從而獲得牢固焊接接頭的一種電弧焊方法,見圖6-6。焊條與工件間產(chǎn)生的電弧加熱焊條和工件,焊條熔化后,產(chǎn)生保護氣體和熔滴,在工件表面形成焊縫和渣殼,焊接后去除渣殼露出焊縫。
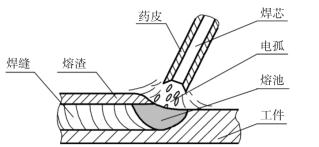
圖6-6 手工電弧焊示意圖
2.焊縫形成的基本原理
焊條(也稱電極)和焊件分別接至焊接電源的兩個輸出端上。焊接時,首先要引弧,將焊條端部與工件接觸。當焊條與焊件接觸時,焊接回路處于短路狀態(tài),由于接觸點的接觸面積較小,又通過較大的短路電流,此處將產(chǎn)生大量的電阻熱,使焊條端部和焊件局部迅速融化,甚至部分金屬被蒸發(fā)。隨著焊條的提起(2~4mm),兩極間的空氣間隙被強烈加熱并電離,電弧被引燃,電弧溫度高達3 000~6 000℃。在電弧的高溫作用下,鋼板和焊條熔化。焊條熔化后分成兩部分:金屬焊芯以熔滴形式向熔池過渡,焊條藥皮在熔化過程中產(chǎn)生一定量的氣體和液態(tài)熔渣。焊接過程中,藥皮產(chǎn)生的氣體包圍在焊條、電弧和熔池周圍,使之與空氣分開,防止工件的氧化,防止氮氣和氫氣對焊縫的危害,液態(tài)熔渣浮在熔池上面阻止液體金屬與空氣的接觸,均有隔離保護作用,見圖6-6。隨著焊條的移動,熔池前方的焊件和焊條繼續(xù)熔化,形成新的焊縫。后方熔池液體金屬逐漸冷卻結(jié)晶形成焊縫,液態(tài)熔渣凝固形成渣殼,覆蓋在焊縫表面上起保護作用。
五、手工電弧焊的特點
由于手工焊能在所有位置上焊接,尤其適合于結(jié)構(gòu)形狀復雜、小件、短焊縫和不規(guī)則焊縫的焊接,如管道的接頭、鋼板和型鋼內(nèi)復雜組件的接頭等。另外,手工電弧焊所使用的設備也輕便簡單,成本較低,操作靈活,便于掌握,維修方便,因此手工電弧焊仍是目前常用的焊接方法。手工電弧焊的主要缺點是生產(chǎn)效率低。這是因為:焊條藥皮限制了焊接電流和電流密度不能過大,否則藥皮易發(fā)紅、脫落,失去保護作用,故焊接速度不能過快,一般不超過每小時6~8m,完成一條焊縫往往需要不斷更換焊條,對厚板還需要開坡口進行多層焊接,這不僅造成焊條的浪費,提高了焊接成本,而且降低了生產(chǎn)率。手工電弧焊與自動電弧焊相比,勞動強度較大,焊工在高溫、高熱、強烈的弧光輻射下工作,勞動條件很差。因此,從保證焊接質(zhì)量、提高生產(chǎn)率、改善勞動條件等方面出發(fā),應逐步把焊接從手工勞動轉(zhuǎn)向機械化與自動化。
六、手工電弧焊工藝
1.焊逢形式
手工電弧焊用于結(jié)構(gòu)工程的連接形式是復雜多樣的。按施焊空間位置可分為平焊、立焊、橫焊和仰臉焊四種,見圖6-7。
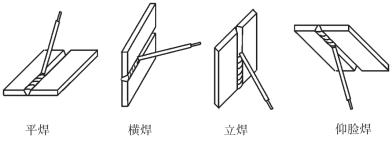
圖6-7 焊縫的空間位置
按焊接接頭形式可分為對接接頭、角接接頭、T形接頭、搭接接頭、十字接頭、端接接頭、卷邊接頭等,見圖6-8。
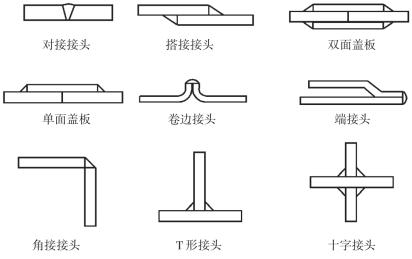
圖6-8 焊接接頭種類
2.坡口形式
坡口形式如圖6-9所示,圖中所示的裝配間隙為2~4mm,鈍邊高為2mm。
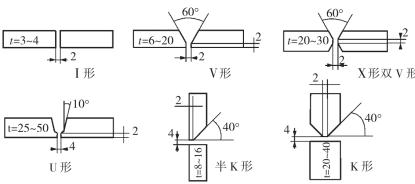
圖6-9 焊縫坡口形狀
3.焊前準備
焊件開坡口,一是為了使電弧能深入到焊縫根部,保證根部焊透,便于清除熔渣,獲得較好的焊縫成形;二是為了調(diào)節(jié)焊件和填充金屬在焊縫中的熔合比。坡口角度的大小將影響焊縫金屬的化學成分和焊接接頭質(zhì)量。通常是隨板厚的增加,坡口角度減小。鈍邊的作用是保證根部焊縫既能焊透,又不被燒穿。間隙的作用是保證根部焊透。
選擇坡口形狀時,主要考慮以下因素:盡量提高生產(chǎn)率、減少焊條消耗量;焊到性要好,保證根部焊透;坡口形狀容易加工;焊接變形要小。一般同樣厚度的接頭,采用X形坡口比V形坡口節(jié)省焊條,焊后變形小;采用U形和雙U形坡口又比V形坡口和X形坡口好,但加工困難,需要用刨邊機刨邊,主要用于較重要的焊件結(jié)構(gòu)。
選擇坡口加工方法時,應根據(jù)工件的尺寸、形狀及現(xiàn)場具體條件而定。目前常用的加工方法:剪切(適于I形坡口);氣割(適于V形、X形、Y形、K形等坡口);刨邊(適于直邊任何形式的坡口,且尺寸精度較高);車削(主要適于管子的坡口加工);碳弧氣刨(常用于清理焊根時的坡口加工)。
4.規(guī)范參數(shù)的選擇
正確地選擇規(guī)范參數(shù)是手工電弧焊獲得高質(zhì)量焊縫的首要條件。其主要規(guī)范參數(shù)有:焊條直徑、焊接電流、電弧電壓、焊接速度、焊接層數(shù)、焊條牌號、電源種類和極性等。由于焊前準備、焊工的技術(shù)水平、坡口形狀選擇及工藝要求和現(xiàn)場情況等的不同,規(guī)范參數(shù)的選擇可以是多種組合。
(1)焊條直徑的選擇主要考慮下列因素。
1)焊件厚度。焊件厚度較大,應選擇直徑較大的焊條。從提高生產(chǎn)效率的角度看,應盡量選擇直徑較粗的焊條,但過粗會造成焊縫出現(xiàn)缺陷。一般焊條直徑的選擇范圍,可參考表6-1推薦數(shù)據(jù)。
表6-1 根據(jù)焊件厚度選擇焊條直徑

2)焊縫位置。平焊時的焊條直徑應比其他位置大些;立焊時焊條直徑最大不超過5mm;仰臉焊、橫焊時最大直徑不超過4mm;否則,熔池過大易造成融化金屬下淌,不利于焊縫成形。
3)焊接層數(shù)。多層焊時,為防止產(chǎn)生未焊透的現(xiàn)象,在焊第一層焊道時應選用較小的焊條直徑,以后各層盡可能選用大直徑焊條。焊接結(jié)構(gòu)件時,第一道焊縫常采用φ3.2的焊條。
(2)焊件電流對焊接質(zhì)量和生產(chǎn)效率有較大影響。電流過大,易使藥皮發(fā)紅、脫落,同時還會造成焊縫咬邊、燒穿等缺陷;電流過小,易產(chǎn)生未焊透、夾渣等缺陷。焊接電流的大小取決于焊條直徑和焊縫位置,即對一定直徑的焊條有一個合適的電流選擇范圍,可以參考下面的經(jīng)驗公式計算:
![]()
式中 I——焊接電流(A);d——焊條直徑(mm);k——經(jīng)驗系數(shù)。
焊條直徑d與經(jīng)驗系數(shù)K的關(guān)系見表6-2。
表6-2 焊條直徑與經(jīng)驗系數(shù)的關(guān)系

根據(jù)上式計算出的焊接電流只是一個參數(shù)數(shù)值,在實際生產(chǎn)中還應考慮其他因素加以修正。
另外,立焊、橫焊時的電流應比平焊小10%~15%;仰焊比平焊小15%~20%;堿性焊條的電流比酸性焊條要小些。焊工還可通過觀察金屬飛濺、焊縫成形及焊條熔化等情況進一步調(diào)整電流的大小,在保證質(zhì)量的前提下盡量提高焊接電流,以增加熔透深度和提高生產(chǎn)率。
(3)手工電弧焊時,電弧電壓和焊接速度的選擇一般無原則性規(guī)定,可由焊工視具體情況靈活掌握,在保證質(zhì)量的前提下盡量采用短弧焊和較大焊接速度。一般控制在:弧長1~4mm,電弧電壓16~25V,焊接速度6~8m/h。
(4)焊件厚度較大時常采用多層焊。對于低碳鋼和強度等級較低的普通低合金鋼,每層焊縫的厚度對焊縫質(zhì)量影響不大。而對質(zhì)量要求較高的焊縫,每層厚度盡量不大于4~5mm。經(jīng)驗認為:每層的厚度等于焊條直徑的0.8~1.2倍時效果最好。焊接層數(shù)可按下式估算:
![]()
式中 n——焊接層數(shù);δ——焊件厚度(mm);d——焊條直徑(mm)。
(5)選擇焊條時,應根據(jù)焊件的力學性能、化學成分、工藝要求、結(jié)構(gòu)特點來考慮。另外,還應考慮生產(chǎn)率、施工條件、經(jīng)濟性等多方面因素優(yōu)選焊條。對于一般結(jié)構(gòu),通常采用酸性焊條E4303、E4301;對于重要結(jié)構(gòu),宜采用堿性焊條E5016、E5015。
電源的選擇首先要考慮現(xiàn)有設備,其次是焊條的種類。直流電流比交流電源穩(wěn)弧性好。一般在無特殊要求下,應優(yōu)先考慮交流電源。
5.手工電弧焊焊接技術(shù)
(1)基本操作。手工電弧焊的焊接過程,即引弧、運條及收尾均是靠手工完成,因此焊工的焊接技術(shù)與經(jīng)驗是保證焊縫質(zhì)量的重要因素之一。
1)引弧。手工電弧焊的引弧方法有兩種:劃擦法和撞擊法。劃擦法的動作似劃火柴,多用于堿性焊條;撞擊法是將焊條末端與工件表面垂直地接觸形成短路,然后迅速提起2~4mm,便可引燃電弧。
2)運條。引弧后進入焊接運條過程。焊條的運動同時有三個方向:朝熔池方向逐漸送進;沿焊接方向移動;沿焊縫橫向擺動。常用的幾種運條方式見圖6-10。圖(a)是直線形運條;圖(b)是直線往復形;圖(c)是鋸齒形;圖(d)是月牙形;圖(e)是三角形;圖(f)是圓圈形;圖(g)是八字形。利用運條形狀的不同可以調(diào)節(jié)焊縫的寬度、熔池的深度、焊縫表面的形狀、防止焊漏等。根據(jù)不同板厚和不同焊接位置選擇不同的運條方式。
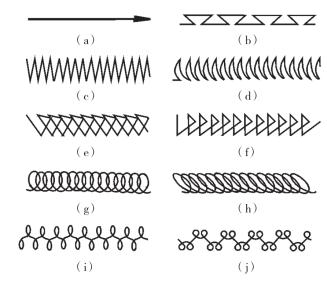
圖6-10 手工電弧焊運條方式
3)收尾。焊接結(jié)束時的收尾動作,包括熄弧和填滿弧坑。常用方法有:
劃圈收尾法。焊條在收尾處作圓圈運動,直至填滿弧坑時再熄滅電弧。這種方法適于厚板焊接收尾;
反復斷弧法。在焊縫收尾處反復熄弧、引弧數(shù)次,直至填滿弧坑。這種方法適于薄板焊接。堿性焊條不宜采用,否則易出現(xiàn)氣孔;
回焊收尾法。焊條在收尾處立即停住,同時改變焊條角度回焊一小段,直至填滿弧坑,然后慢慢拉斷電弧。此法適于堿性焊條焊接。
4)焊縫的起頭與接頭。焊縫的起頭是指剛開始焊接的那部分焊縫。為保證此處焊縫有一定的余高,一般在引弧后拉長電弧使焊件預熱,然后再縮短電弧進行正常焊接。
接頭是指更換焊條時焊縫前后的連接處。為保證焊縫接頭處寬窄、高低一致,常采用的方式見圖6-11。采用圖(a)和圖(b)時,可在各焊縫的起頭或收尾的附近未焊處引弧,拉長電弧預熱后回到弧坑處稍停片刻,然后以正常的弧長進行焊接。采用圖(c)和圖(d)時,當焊條焊到前焊縫的起頭或收尾處時,將電弧略微拉長并繼續(xù)向前焊接一段距離(10~20mm)的重復焊縫,然后再拉斷電弧。
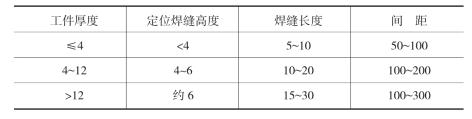
5)定位焊。在大型結(jié)構(gòu)組裝焊接時,為保證裝配尺寸,常用手工電弧焊點固焊縫,即定位焊。由于定位焊縫較短,并作為正式焊縫留在結(jié)構(gòu)中,故對其質(zhì)量及尺寸要求與正式焊縫相同。定位焊縫的尺寸可參考表6-3。

圖6-11 換焊條時焊縫的接續(xù)方法
表6-3 碳鋼定位焊縫的尺寸/mm
(2)常見結(jié)構(gòu)的焊接技術(shù)。
板件與板件的焊接是最常見的金屬結(jié)構(gòu)形式。按焊縫位置分為:平焊、立焊、橫焊和仰臉焊。
1)平焊。平焊是所有焊縫位置中最易保持熔池形狀和成形的一種焊接位置。因此,平焊可以用較大直徑的焊條和焊接電流。平焊又分為對接平焊、橫角焊和船形焊。
對接平焊。板厚小于6mm時一般不開坡口,板厚小于3mm時可采用單面焊,板厚為3~6mm時可采用雙面焊,見圖6-12。焊接時的運條方式一般為直線形,焊條傾斜角度為65°~80°,焊條的傾斜角度應隨藥皮的跟進狀況進行調(diào)整,藥皮超前時,將焊條放平一些,藥皮落后較遠時,將焊條立一些。正面焊運條速度稍慢,以保證一定熔深,反面焊時速度可適當快些。在剖面圖上,兩焊縫應完全熔透,中間不允許有未焊到的情況。
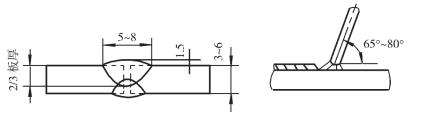
圖6-12 不開坡口的對接平焊
板厚等于或大于6mm時均開坡口。坡口形式為V形或X形,可采用多層焊或多層多道焊,以保證焊透,見圖6-13。
圖(a)表示焊接開坡口的接頭時,焊條的傾斜角度一般控制在70°~90°,如果藥皮超前于焊條端部,將焊條向水平傾斜,焊條傾角為35°~45°,待藥皮正常后再恢復正常角度。如果藥皮滯后,離熔池太遠,失去保護熔池的作用,將焊條反向傾斜,如圖示的120°。
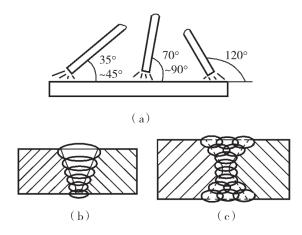
圖6-13 開坡口的對接平焊
坡口的多層焊如圖(b)、圖(c)所示,控制焊縫質(zhì)量的關(guān)鍵是打底焊,一般用φ3.2~4mm的焊條打底,運條方式為直線形或往復直線形,焊條角度見圖(a)。中間各層可用較大的電流和較粗的焊條,運條方式為直線形或鋸齒形,并采用短弧焊接。注意在焊條擺動時應在坡口兩側(cè)適當停留,以防產(chǎn)生未熔合和夾渣等缺陷,中間稍快。焊條角度視具體情況而定,并適當調(diào)整。蓋面層的運條方式為鋸齒形或月牙形,焊條角度為85°~90°。
2)橫角焊。焊接角焊縫時,焊縫易出現(xiàn)咬邊和焊腳長度不均等缺陷,尤其是在兩板厚度不等時更為突出。因此,焊接時應注意焊條角度,以保證兩板具有相等的焊角高度,見圖6-14。圖(a)表示被焊接板厚相同時焊條的左右方向傾角,圖(b)、圖(c)表示被焊接板厚不相同時焊條的傾斜角,立板較薄時,焊條要向立板方向傾斜。圖(d)表示焊條向前進方向的傾角。焊接方式和運條方式根據(jù)兩板厚而定。
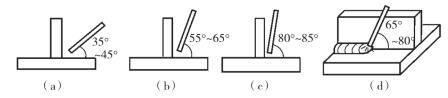
圖6-14 橫角焊時的焊條角度
3)船形焊。船形位置焊縫是最便于焊接的位置,應盡可能使焊件處于船形焊位置,見圖6-15。這樣可以采用較大的焊接電流和焊接速度,提高生產(chǎn)率,同時還可避免橫角焊產(chǎn)生的缺陷。船形焊時運條方式為月牙形或鋸齒形。多層焊時,第一層用直線形,焊條與前進方向的傾斜角度為50°~60°。
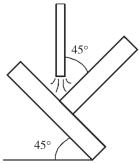
圖6-15 船形位置焊接
4)立焊。立焊一般是由下向上施焊;立焊時,由于焊條的熔滴和熔池金屬受重力作用而下流,焊縫成形較困難。故采用較小的焊條直徑和焊接電流,并采用短弧焊接,焊條由下向上傾斜,利用電弧吹力托住熔池。
不開坡口的對接立焊,運條方式為直線形或稍作擺動的直線形。開坡口的對接立焊,一般都采用多層焊。在進行打底焊時,宜用小直徑的焊條,運條方式與不開坡口的對接立焊相同;中間各層焊接電流可略大些,運條方式為月牙形,為避免鐵水下流,在坡口兩側(cè)應適當停弧,中間稍快些;蓋面層運條方式要根據(jù)對焊縫表面要求而定,常用月牙形或鋸齒形。注意,立焊時均采用跳弧法進行焊接,見圖6-16。這種焊接方法可不斷重復熔化—冷卻—凝固的過程,有效地防止了熔化金屬的流失。圖(a)表示跳弧法,圖(b)表示斷弧法。圖(c)表示蓋面時的月牙形運條方法,在焊縫兩側(cè)稍作停留。
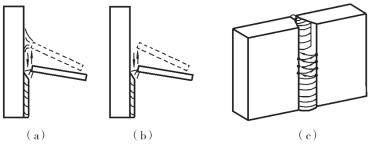
圖6-16 立焊時跳弧焊、斷弧焊、蓋面焊法示意圖
焊條角度在焊接過程中從下至上應有變化,見圖6-17。在開始焊接時,如圖(a),焊條應橫一些,在中間時,如圖(b),立一些,到上邊再立一些,見圖(c)。圖6-17(d)表示焊條在左右方向不偏。
若使用專用的立向下焊條,可進行由上向下的施焊。
5)橫焊。橫焊時熔化金屬也受重力作用而下淌,情況與立焊類似。因此,為保證焊縫質(zhì)量,橫焊采取的措施與立焊相似,只是橫焊時的焊接電流可比立焊時稍大些。
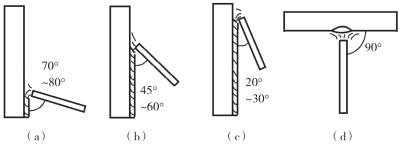
圖6-17 立焊時跳弧焊法示意圖
焊件厚度小于5mm時一般不開坡口,焊條角度見圖6-18。運條方式可采用往復直線形(適于薄板)或斜圓圈形及直線形(適于較厚板)。(www.bffzttz.cn)
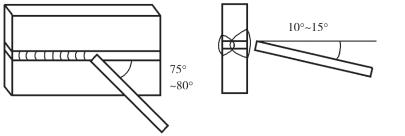
圖6-18 不開坡口橫焊時的焊條角度
焊件厚度較大,需要開坡口時,一般下板不開坡口或坡口角度小于上板,這有利于焊縫成形。開坡口橫焊均采用多層多道焊,焊第一層時用直線跳弧法運條,引弧處應在下板根部,焊條角度見圖6-19(a)。中間各層采用直線形或斜圓圈形運條方式,焊條角度見圖6-19(b)。蓋面層由下而上疊焊而成,各道焊條角度見圖6-19(c),運條方式為直線形,最后一道焊縫宜采用小的焊接規(guī)范。
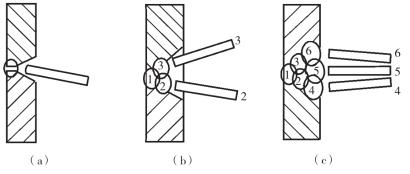
圖6-19 開坡口橫焊時各道焊縫焊條角度
6)仰臉焊。仰臉焊是所有位置焊接中最困難的一種焊接方法。焊接時熔池倒掛,焊縫成形相當困難,因此必須采用小直徑焊條和較小焊接電流,以減少熔池體積。同時,應采用短弧且稍快的焊接速度進行焊接,以確保熔滴盡快過渡到熔池中,從而防止熔化金屬向下垂落。
焊件厚度小于4mm時可不開坡口。運條方式為直線形或往復直線形跳弧法,焊條角度見圖6-20。
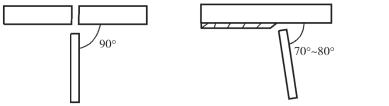
圖6-20 不開坡口仰臉焊時的焊條角度
開坡口進行較厚板對接仰焊時,宜采用多層焊或多層多道焊。第一層焊縫運條方式及焊條角度同薄板仰臉焊相同;中間各層及蓋面層可采用鋸齒形或月牙形運條方式。焊條角度應根據(jù)每一層的焊縫位置作相應的調(diào)整,角度范圍為70°~80°。
仰角焊比對接仰焊容易掌握。根據(jù)焊腳尺寸的要求不同,可采用單層焊、多層焊或多層多道焊。單層焊時,運條方式為直線形或往復直線形;多層焊或多層多道焊時采用斜圓圈形運條方式。焊條角度見圖6-21。
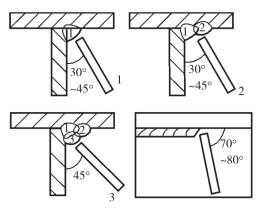
圖6-21 仰角焊時的焊條角度
第二節(jié) 手工氣割用設備及操作技術(shù)
鈑金工、冷作工經(jīng)常用到氣割,因此需要掌握一些氣焊與氣割方面的基本操作技術(shù)。
一、氣焊、氣割用氣體及設備
1.氧 氣
氣焊、氣割使用的氧氣,是從空氣中制取的。工業(yè)用氧氣的純度分為兩種,一級氧氣純度大于99.2%,二級氧氣純度大于98.5%。對氣焊氣割質(zhì)量要求較高時,應采用純度在99.5%以上的氧氣。
氧氣瓶的構(gòu)造見圖6-22,它主要由瓶體、瓶閥、瓶帽、瓶箍、防震膠圈等組成。
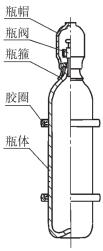
圖6-22 氧氣瓶
氧氣瓶主要用低合金鋼制成,為了使瓶體在直立時保持穩(wěn)定,通常把瓶底部制成凹形。
瓶體上部瓶頭內(nèi)壁上加工螺紋,可用來旋上瓶閥。瓶頭外部套上瓶箍可以旋緊瓶帽,以便保護瓶閥不受沖擊損壞。瓶身套上防震橡膠圈以減震。
氧氣瓶外表涂上天藍色,以示區(qū)別于其他氣體。乙炔氣瓶是白色,CO2氣瓶是黑色。我國生產(chǎn)的氧氣瓶規(guī)格見表6-4。
表6-4 國產(chǎn)氧氣瓶規(guī)格
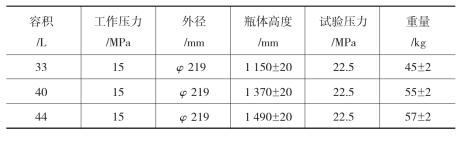
氧氣瓶是一種高壓容器,除了對選用的原材料、氧氣瓶的制造過程進行嚴格的質(zhì)量檢查以外,還必須對完工的瓶體進行高壓試驗,試驗壓力取工作壓力的1.5倍,合格才能出廠。
氧氣瓶在使用過程中,還必須定期地進行復查,以確保安全使用。
2.氧氣瓶的使用方法
氧氣瓶在放置時,應直立放置,瓶嘴向上。不能在陽光下暴曬,貯存處應有防雨棚。冬天時,氧氣瓶嘴易凍冰,應先用溫水化開后,微開氧氣閥,放一點氧氣,吹干瓶嘴后再使用。用手扶瓶身,用手錘輕敲瓶底,可根據(jù)瓶身震蕩的感覺不同而測知瓶內(nèi)是否有氧氣。使用氧氣瓶時,要輕放,防止磕掉瓶嘴。萬一磕掉瓶嘴,不要動它,由瓶嘴噴出藍色氧氣,瓶身可能轉(zhuǎn)動并發(fā)出聲音。
氧氣瓶閥是氧氣瓶頭部控制氧氣開通和關(guān)閉的閥門。氧氣瓶閥是QF-2銅閥。使用時旋轉(zhuǎn)手輪,帶動閥桿轉(zhuǎn)動,通過傳動片使活門向上或向下旋轉(zhuǎn)移動。活門上移使氣門開啟,瓶內(nèi)氧氣從進氣口經(jīng)過氣門由出氣口流出,向下移動時壓緊了密封墊料,使活門關(guān)緊。氧氣瓶嘴發(fā)生故障應由專門部門修理。瓶閥閥體常用黃銅或青銅制成,而密封墊料則用不燃燒和無油質(zhì)的材料。瓶嘴處禁油。
瓶內(nèi)氧氣不能用盡,要留0.3MPa的余壓,并關(guān)緊瓶閥,以防止空氣進入。
3.氧氣減壓器
氣焊、氣割時對氧氣壓力要求不高,而鋼瓶內(nèi)儲存氣體的壓力又很高,兩者之間具有很大的差距。為了使鋼瓶內(nèi)的高壓氣體調(diào)節(jié)成工作時的低壓,而且在使用過程中能保持低壓穩(wěn)定,要使用氧氣減壓器。氧氣減壓器的構(gòu)造見圖6-23。常見的氧氣減壓器為QD型單級氧氣減壓器,低壓表的量程是0~4MPa,高壓表為0~25MPa。
氧氣減壓器的使用方法如下。
(1)將管壁較厚、紅色的氧氣膠管端部用熱水燙一會兒,用力旋轉(zhuǎn)套入膠管接頭,然后必須用細鐵絲纏兩到三圈并擰緊。
(2)將氧氣瓶的閥門慢慢打開一點,吹凈氧氣瓶嘴。
(3)調(diào)節(jié)氧氣瓶嘴接頭在氧氣減壓器上的擰入深度,以免擰入氧氣瓶嘴太淺或擰入氧氣表的深度太淺。
(4)檢查氧氣瓶嘴接頭,確認無雜質(zhì)后,擰入氧氣瓶嘴。擰進適當深度后,旋轉(zhuǎn)減壓器稍微加力后,用扳手擰緊接頭螺栓。注意不要用力過大,損壞螺紋,又要擰緊,防止氧氣表脫落。
(5)左旋松開調(diào)壓螺桿,防止沖擊壓力損壞減壓器。
(6)左手扶住減壓器,右手用扳手緩慢打開氧氣瓶閥,可見高壓表指針擺動,顯示氧氣瓶內(nèi)壓力。
(7)右旋調(diào)壓螺桿,邊加壓邊觀察低壓表的指針擺動,到合適壓力后,停止加壓。由于工作時低壓指針會下降,頂壓時可以使壓力稍微高一點。
(8)卸表時也要先松開調(diào)壓螺桿,再關(guān)閉氧氣瓶閥。關(guān)閉氧氣瓶閥的力量千萬不能過大,否則會損壞氧氣瓶閥。氧氣表放置不用時,調(diào)壓螺桿一定要松開,擰緊過度會損壞氧氣表。
(9)氧氣減壓器嚴禁沾染油脂,以免燃燒。
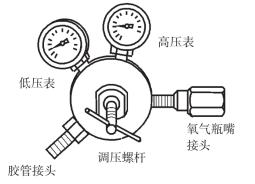
圖6-23 氧氣減壓器
4.乙炔氣
乙炔(又稱電石氣),分子式為C2H2。在常溫下是無色氣體,由于含有大量的磷化氫(H2P)和硫化氫(H2S)雜質(zhì),所以具有一種特殊的臭味和毒性。
在一般狀態(tài)下,乙炔氣比空氣輕,1m3乙炔氣重約1.09kg。乙炔氣能夠溶解在多種液體中,例如水、丙酮等。乙炔氣是一種易爆氣體,加熱加壓會爆炸,和空氣混合見明火會產(chǎn)生爆炸。乙炔氣長期與銅、銀等物質(zhì)接觸生成的化合物也極易發(fā)生爆炸。乙炔氣與氧氣混合的燃燒溫度可達3 100℃。
乙炔氣的制取是電石加水分解得到的。工業(yè)上制造電石是把生石灰(氧化鈣CaO)與焦碳放在電爐中熔煉后注入鋼模中,凝固而成的。電石的分子式是CaC2。電石與水反應后生成乙炔氣和氫氧化鈣Ca(OH)2。每千克電石至少能發(fā)出250L以上的乙炔氣體。
目前廣泛采用乙炔氣瓶儲存乙炔氣。
5.乙炔氣瓶
乙炔氣瓶內(nèi)裝有多孔性填料,如活性炭、浮石等,乙炔能大量溶解在丙酮中,瓶內(nèi)灌滿丙酮。大量的乙炔溶解在其中,而不能像氧氣那樣壓縮,高壓乙炔會爆炸。
乙炔氣瓶外表涂成白色,容積通常為40L,充氣后15℃時的貯存壓力為1.5MPa。乙炔氣瓶的示意圖見圖6-24。
乙炔瓶的使用注意事項如下:
(1)連接好乙炔減壓器后再打開瓶閥,調(diào)好工作壓力后再使用乙炔氣。
(2)乙炔氣瓶必須直立放置,不得臥放,如果臥放,易燃的丙酮流出遇火會引起燃燒和爆炸。
(3)乙炔瓶體表面溫度不得超過40℃,因此,不能在陽光下暴曬,應遠離明火。溫度過高會降低乙炔在丙酮內(nèi)的溶解度,瓶內(nèi)乙炔壓力升高,容易發(fā)生爆炸。
(4)運輸乙炔氣瓶時不能受劇烈的震動和撞擊。
(5)不能將乙炔氣用空,以防止空氣進入。要至少留有0.05MPa左右的瓶壓。
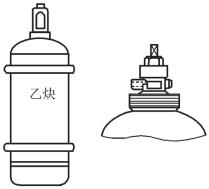
圖6-24 乙炔氣瓶
6.乙炔減壓器
乙炔減壓器的作用是將瓶內(nèi)的壓力調(diào)整到工作壓力,并使工作壓力不因瓶內(nèi)壓力的變化而改變。如圖6-25所示,減壓器有高壓表、低壓表用以顯示瓶內(nèi)壓力及工作壓力。用調(diào)壓螺桿調(diào)節(jié)工作壓力,膠管接頭連接乙炔膠管,螺旋壓緊器連接乙炔氣瓶。
目前,廣泛使用的是QD-20型單級乙炔減壓器,高壓表的量程是0~25MPa,低壓表的量程是0~0.25MPa。
乙炔減壓器的使用方法如下。
(1)將綠色的乙炔橡膠管接在膠管接頭上,并用細鐵絲扎牢。
(2)打開乙炔瓶閥吹一下瓶口雜質(zhì),立即關(guān)嚴。
(3)松開螺旋壓緊器的壓緊螺栓,將螺旋壓緊器套在乙炔瓶嘴上,接口對準瓶嘴后,擰緊螺旋壓緊器的螺桿,將減壓器固定在瓶嘴上。
(4)完全松開調(diào)壓螺桿。
(5)逆時針緩慢擰開乙炔氣瓶的閥門,防止因高壓氣體沖擊而損壞減壓器。這時,高壓表應該顯示瓶內(nèi)壓力。
(6)順時針旋進減壓器的調(diào)壓螺桿,同時觀察低壓表的指針,達到工作壓力后,再旋進一點,工作中氣體流出時,壓力會稍有降低。
(7)停止使用時,閉火后將減壓器的調(diào)壓螺桿放松,關(guān)閉乙炔瓶閥,卸下減壓器,纏好膠管后,妥善保管。

圖6-25 乙炔減壓器
7.焊炬與割炬
(1)焊炬的結(jié)構(gòu)見圖6-26。射吸式焊炬是靠氧氣流的噴射作用帶動乙炔氣向前,混合后在焊嘴噴出,點燃后形成火焰。射吸作用可以防止混合氣回流引起回火。常用的焊炬型號有:H01-6、H01-12、H01-20。H代表焊炬,01是射吸式,6、12、20代表焊接低碳鋼時的最大板厚,每個型號有1~5個號碼的焊嘴,號數(shù)越大,焊嘴孔徑越粗。焊接時,應根據(jù)被焊板厚選擇焊炬和焊嘴型號。
使用焊炬時,要將氧氣管用鐵絲扎牢。此處漏氧氣很容易失火而燒傷手腕。乙炔管不要扎牢,回火時可以隨時拔下,用手將乙炔帶折疊,待回火結(jié)束后再插到乙炔接頭上。點火時,要少開一點氧氣,不給氧氣會冒黑煙,氧氣給多了又會點不著。
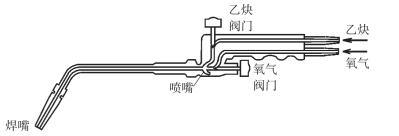
圖6-26 射吸式焊炬的構(gòu)造原理
(2)割炬是用氣體火焰進行氣割時的主要工具。它的作用是使可燃氣體和氧氣在割炬里混合以后,形成具有一定熱能和形狀的預熱火焰,并在預熱火焰的中心噴射出高壓的氧氣流來進行氣割工作。
割炬的種類很多,在通常情況下,根據(jù)可燃氣體和氧氣混合方式的不同,把它分為射吸式和等壓式兩種;也可根據(jù)用途的不同把它分為普通割炬、重型割炬和焊割兩用炬三種類型。常用的割炬是普通射吸式割炬,工作原理見圖6-27。
與焊炬不同,氧氣接管在上面。氧氣分兩路,一路向下與乙炔氣混合產(chǎn)生射吸作用,點火后形成預熱火焰;另一路經(jīng)高壓氧閥門、高壓氧管,從割嘴噴出,形成切割氣流。
常用的割炬型號有:G01-30、G01-100、G01-300。G代表割炬;01代表射吸式;30、100、300代表最大氣割厚度。G01-30、G01-100有1、2、3號三個割嘴,G01-300有四個割嘴,號越大割嘴孔徑越粗。

圖6-27 射吸式割炬構(gòu)造原理圖
割炬的使用方法如下。
(1)將紅色的氧氣管端頭用熱水燙一下,插入割炬的氧氣管接頭,用細鐵絲擰緊膠管,既不要擰破又要擰緊膠管。用手用力拔,應拔不下來。乙炔管則插上即可。
(2)檢查割炬的射吸能力。將三個閥門都打開,拔下乙炔管,用手指輕按乙炔進氣管口,應能感到一股吸力,有些工人將下唇內(nèi)側(cè)接觸乙炔進氣口,可以更明顯的感到吸力。如果吸力不大,則不能正常使用,一般要拆開割炬清理內(nèi)部的積灰。
(3)按正確順序點火。先將乙炔閥打開,再稍打開低壓氧閥門,然后點火,將割炬放平,火焰方向指向左前方,用打火機或火繩在割嘴下方點火。
(4)調(diào)整火焰。將氧氣減小,火焰會變紅,慢慢加大氧的流量,可見白色的焰心逐漸變小,當焰心變?yōu)閹缀撩组L時,再加大氧氣,焰心也變化不大。剛好收回焰心的火焰稱為中性焰,氣割用中性焰。在中性焰的基礎上,再加氧變?yōu)檠趸妫瑴p少氧變?yōu)樘蓟妗?/P>
(5)調(diào)整火焰能率。割厚板時,應采用大號割炬,用適當?shù)母钭臁<哟笠胰擦髁康耐瑫r加大氧氣流量,火焰的能率就變大。氣割較薄鋼板時使用較大火焰能率會造成浪費,氣割較厚鋼板時使用較小的火焰能率會割不透。
(6)要想獲得高質(zhì)量的割縫,火焰形狀要好,高壓氧氣流束(俗稱“風線”)形狀要好。這就要求經(jīng)常保持割嘴內(nèi)外的清潔,可以用不同直徑的鋼絲作成通針,也稱透針,清理割嘴的內(nèi)外通道。可以從鋼絲繩上拆下細鋼絲。用不銹鋼細焊條制作刮刀時,可將端部磨成三角形棱面。可以用鋼鋸條作成小刀,刮去割嘴內(nèi)部的黑灰。
(7)回火時,一般可見火焰熄滅,并聽見“滋滋”的火焰向內(nèi)燃燒的聲音,此刻,要立即關(guān)閉高壓氧和低壓氧,一般情況下回火應立即停止。如果回火還不停止,要關(guān)閉乙炔閥門,因為關(guān)閉乙炔閥要擰好幾圈,時間來不及,一般的經(jīng)驗是立即折疊乙炔帶,停止乙炔的供應,回火自然停止。更為簡便的方法是立即拔下乙炔膠帶,并用拇指堵住端口,待回火結(jié)束后,再插上乙炔膠帶。
(8)閉火時,應先閉高壓氧,再閉乙炔,最后閉低壓氧。
(9)氣割結(jié)束后,松開氧氣和乙炔的頂壓螺栓,關(guān)閉氧氣瓶和乙炔氣瓶的瓶閥,卸下減壓器。從減壓器上卸下膠管。連同割炬和膠帶應認真纏好妥善保管,防止灰塵、油污、重壓。
二、手工氣割操作技術(shù)
不論對于有經(jīng)驗的操作者還是新手,使用割炬時都要謹慎細心,否則不可能獲得良好的氣割效果。但在操作時,站立或下蹲的姿勢總是以舒適穩(wěn)定為先決條件,視線應以能看清前方割線的位置和觀察到割嘴及工件為準。對于以右手為主握割炬的操作者來說,氣割移動方向應自右向左,要移動自如,保持每段割線較長,盡量避免割嘴朝向操作者自身位置的方向移動。氣割時呼吸要有節(jié)奏,肌肉放松,盡量用雙手平穩(wěn)而又靈活地握住割炬。
1.氣割原理
用乙炔火焰加熱低碳鋼板時,金屬先達到燃點,在高壓氧氣的助燃下,金屬燃燒,并把燃燒熱量向下傳導,進一步向下燃燒,最后將鋼板割開。
氣割的過程可分為起割、移動和結(jié)束三個階段。
(1)起割階段。
首先點燃割炬的預熱火焰,加熱工件的邊緣,待邊緣預熱到呈亮紅色時,鋼板即被加熱到了燃燒溫度,將火焰略微移到邊緣以外,同時慢慢打開高壓氣割氧閥門,當看到被預熱的紅點在氧氣流(風線)中被吹掉時,再加大氣割氧氣流量。當工件背面出現(xiàn)氧化鐵渣隨氧氣流一起飛出時,就表明工件已被割透,割炬應根據(jù)工件的厚度用適當?shù)乃俣认蚯耙苿印H绫粴飧罟ぜ闹車杏嗔繒r,則要從余量處起割,然后移至氣割線上;如果氣割線兩側(cè)都是工件,沒有余量,則起割要特別仔細,在慢慢加大氣割氧的同時,要把割嘴往前移動,停止不動就會使氧氣被往回返的氣流擾動,在該處周圍出現(xiàn)較深的溝槽。
(2)移動階段。
在整個氣割過程中,割炬移動的速度要均勻,割嘴與工件之間的距離應保持不變。每當氣割者的身體要移動位置時,應先關(guān)閉高壓氧氣閥,待身體的位置移動好后,再將割嘴對準割縫的接割處適當加熱,然后慢慢打開高壓氣割氧氣閥,繼續(xù)向前氣割。
在整個移動過程中,應經(jīng)常注意風線是否合適、對中。遇到割嘴滅火時應迅速關(guān)閉氣割氧氣閥,再關(guān)閉乙炔氣閥,最后關(guān)閉預熱氧氣閥,這樣可以防止回火并減少煙灰。
(3)結(jié)束階段。
割嘴移動到臨近終點時,要沿氣割方向略微后傾一個角度,促使工件下部提前割透,以保證結(jié)束處割縫的質(zhì)量。當割縫全部氣割結(jié)束時,應迅速關(guān)閉氣割氧氣閥,并將割嘴抬起,再關(guān)閉乙炔氣閥,最后關(guān)閉預熱氧氣閥。如果停止工作的時間較長,則應將供氧氣和乙炔氣的管道閥門關(guān)閉;如果是氧氣瓶供氧,應關(guān)閉氧氣瓶閥門,旋松氧氣減壓器調(diào)壓螺絲。
2.手工氣割時經(jīng)常遇到的一些故障和排除方法
(1)火焰的故障。
不起燃:其主要原因是割炬中沒有燃燒氣體,或者是氧氣的壓力太大,乙炔壓力太小。排除時要首先檢查導氣管是否漏氣或堵塞;并檢查壓力表是否失靈,指示的壓力是否正常。如發(fā)現(xiàn)有堵塞、漏氣等情況,應關(guān)閉氣閥,修理后再重新點燃火焰。
冬天乙炔管里面的水因凍結(jié)可能堵塞膠管,放室內(nèi)暖化后用氧氣吹除。用氧氣吹過的乙炔管道內(nèi)存有氧氣,與乙炔氣混合見火會爆炸,應多放一會兒乙炔氣后再點燃。
(2)燃燒不良。多因氣體壓力不足或割嘴堵塞而造成,應熄滅火焰,檢查氣瓶的壓力,用通針仔細地清理預熱火焰的嘴孔,必要時拆開割炬徹底清理或更換割嘴,然后重新點火。
在冬天時還應檢查減壓器,如發(fā)現(xiàn)有凍結(jié)現(xiàn)象,應用熱水浸透減壓器以解凍,并擦干水分。如因割嘴上的倒順螺母松脫而造成,則用扳手將螺母旋緊。如因割嘴孔眼嚴重損壞而造成,則應更換割嘴。如因崩裂的飛濺物質(zhì)或氧化鐵末阻塞出氣孔,應用通針清理嘴孔。
(3)回火或割嘴發(fā)生爆裂聲。因氧氣壓力過低或割炬受熱溫度太高而造成,應立即關(guān)閉割炬上的閥門,復查氧氣瓶中的氧氣容量,必要時換用滿瓶,或把割炬頭部浸入冷水中冷卻片刻。如因噴嘴離工件表面太近而造成,則應重新調(diào)整到正確的距離上。如因割嘴旋得不緊而造成割嘴螺絲處的著火,要用扳手擰緊螺絲。
(4)氣割氣流的故障。出現(xiàn)氣割的氣流分散不集中,主要原因是由于割嘴孔被阻塞或氣割氣流噴射速度太低,可用清理割嘴和提高氧氣壓力的辦法解決。
(5)材料本身的故障。材料的可割性惡劣:如因鋼材含碳量過高,或含有對氣割過程不利影響的各種合金元素(如含有鉬、鉻和鋁等)而造成。對于含碳量在2%以上的鋼材,均要經(jīng)過預熱,才能進行氣割。
(6)氣割發(fā)生中斷。如果由于材料內(nèi)部存在夾層缺陷而造成,則試以相反方向重新開始氣割。如因氣割速度過高所造成,應放慢氣割速度。
三、手工氣割的實例
1.型材的氣割
根據(jù)型材放置的各種位置,有不同的氣割順序。割嘴要正對氣割線,有時要有一定的前后傾角。下面通過示意圖來表示常用的一些方法。
(1)角鋼的氣割。如果角鋼是平放位置,原則上先割平面,然后從下往上割垂直邊。如果是扣放位置,則從右往左割。見圖6-28,圖中剖面線方向表示割嘴的傾角方向。
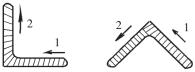
圖6-28 角鋼的氣割
(2)槽鋼的氣割。如圖6-29所示。當氣割將近結(jié)束時,應事先估計到割斷的瞬間,槽鋼是否會傾倒,要特別注意安全。
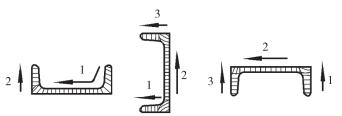
圖6-29 槽鋼的氣割
(3)工字鋼的氣割。如圖6-30所示。工字鋼和槽鋼的氣割往往要遇到上挑的動作,在不可能割透的部位要傾斜割嘴,并要稍微抬高一點,不使其產(chǎn)生較深的溝槽。滑過該部位后,繼續(xù)將其割透,向前接著氣割。
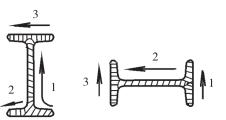
圖6-30 工字鋼的氣割
(4)圓鋼的氣割。首先應選擇型號合適的割炬,清理好割嘴,需要氣體流量很大時,可以同時用兩個氧氣瓶、兩個乙炔瓶,用細圓管自制兩個三通管,分別匯集后供給一把大號割炬。當圓鋼直徑不大時,可以從一側(cè)向另一側(cè)移動,一次割斷。氣割時,不要急于起割,在起割處垂直于圓鋼表面加熱,先使圓鋼的側(cè)面被預熱到足夠的溫度后,逐漸打開氣割氧,同時將割嘴從水平方向轉(zhuǎn)成垂直方向,逐漸旋開高壓氧,加大風線長度,當圓鋼被割透就向前移動割嘴,氣割時,割炬可以采用鋸齒形橫向擺動,直至全部割斷,見圖6-31中的氣割步驟1、2、3。當圓鋼直徑較大時,一次很難割透,這時就應該根據(jù)情況,采用分成二瓣或分成三瓣等多瓣氣割法,但分瓣割出的斷口質(zhì)量不及一次割出的好,如圖6-31所示。氣割時可以將厚棉墊鋪在圓鋼上,操作者騎在圓鋼上進行。由于氣割時間較長,又無法在氣割中中斷切割,要有足夠的身體準備。
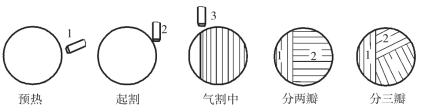
圖6-31 圓鋼的氣割
2.薄鋼板的氣割
采用普通手割方法氣割厚度為3~4mm的鋼板是比較困難的,這是由于鋼板很薄,割縫寬度過小,氧化渣不易吹凈,在割縫的下緣形成了難以鏟除掉的熔化金屬滴和熔渣。這些殘存的氧化鐵渣往往阻礙氣割縫的斷開。若預熱火焰控制不當,會使鋼板過分受熱,產(chǎn)生較大變形,而割縫兩側(cè)熔化的鋼液在割嘴后方又融合在一起凝固,形成斷不開的現(xiàn)象。
為了獲得薄鋼板氣割的良好效果,應注意以下幾點:
(1)選用G01-30型號割炬的小號割嘴;
(2)預熱火焰能率要控制得小一些;
(3)割嘴離工件表面距離應保持在10~15mm左右。
(4)割嘴保持后傾30°~45°。
(5)氣割速度要盡可能快。
(6)氣割過程連續(xù)完成,避免中斷。
也可以將薄鋼板夾在兩塊8mm厚的鋼板之間,中間疊放多層薄鋼板,一起鉆孔后,用螺栓將鋼板緊固在一起。在起割線旁邊廢棄處鉆通孔以方便起割。
3.厚鋼板的氣割
由于鋼板較厚,上下受熱不均勻,下層金屬的熔化比上層金屬來的慢,割縫會產(chǎn)生較大的后拖量,甚至使鋼板割不透。由于氣割過程中熔渣量大,割縫的下部很容易堵塞,影響了氣割的順利進行,為此要采取以下一些措施:
(1)選用與厚板相適應的割炬。如G02-500型割炬。
(2)保證氣割過程有充足的氧氣供應,不應發(fā)生中斷。
(3)加大預熱火焰能率。割嘴要垂直于起割位置,使鋼板邊緣的棱角得到充分預熱,達到燃燒點后就逐漸開大氣割氧氣流,并使割嘴前傾5°~10°,待鋼板完全被割透后,進一步加大氣割氧氣流,割嘴再改變?yōu)榇怪蔽恢谩?/P>
(4)割嘴向前移動時始終保持垂直。割嘴與鋼板的距離在3~10mm,在保持最佳氣割速度的前提下,割嘴也可同時作均勻的橫向月牙形或鋸齒形擺動。
起割前后的狀態(tài)如圖6-32所示。圖(a)表示對于厚度大于50mm的厚板,首先將割嘴置于割件邊緣,并沿切割方向后傾10°~20°,待割件邊緣加熱到紅色時,將割嘴轉(zhuǎn)為垂直于割件表面繼續(xù)加熱,見圖(b)。圖(c)表示正常氣割時的割縫。
圖(d)表示還未割透就往前走,造成未割透而無法繼續(xù)向前進行。
圖(e)的左上角表示預熱時只加熱上面不加熱側(cè)面,是不正確的預熱,無法割透鋼板。圖(e)的右邊表示起頭未割透就向前移動割嘴,造成未割透。
圖(f)表示在前進時,割炬的之字形橫向擺動。
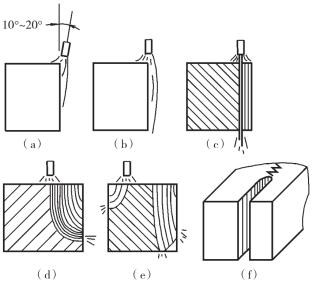
圖6-32 厚鋼板的起割
(5)在氣割過程中盡量避免發(fā)生中斷。但遇到割不透現(xiàn)象時,應立即停止氣割,選擇割線的另一端重新起割。
(6)氣割臨近終點時,速度應緩慢降低,并使割嘴逐漸后傾5°~10°,使鋼板能完全被割斷。
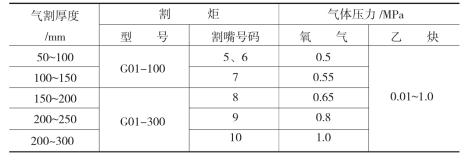
氣割厚度為50~300mm鋼板時,氧氣和乙炔壓力的選擇可參見表6-5。
表6-5 50~300mm厚鋼材手工氣割氧氣和乙炔壓力的選擇
本章小結(jié)
鉚工、白鐵工、維修鉗工等工種經(jīng)常要操作電焊和氣割,取得電、氣焊工操作證,進行簡單的電、氣焊操作是十分必要的。本章介紹最基本的手工電弧焊和手工氣割技術(shù),內(nèi)容力求實用,所以詳細地介紹了設備實用方法和實際操作手法,相信依所述程序進行操作,必會逐漸掌握電焊、氣割所用設備的操作方法和基本操作技術(shù)。
手工電弧焊機實際上就是變壓器,將網(wǎng)電壓變?yōu)榈碗妷骸⒋箅娏鞯暮附与娏鳎涮攸c是短路時電流不會太大。根據(jù)所述內(nèi)容可以很容易地判斷出電焊機的類型,并會粗調(diào)和細調(diào)焊接電流。焊接和氣割時,正確的操作是很必要的,包括如何往氣瓶上安裝減壓器、如何安裝膠管、如何檢查焊炬和割炬的射吸能力、如何應對回火等。通過介紹厚板、圓鋼等的氣割方法,讀者可以掌握一些技巧,達到舉一反三的目的。
目前,CO2焊應用十分廣泛,由于其操作專業(yè)性強,鉚工掌握比較困難,本書未做介紹,相關(guān)內(nèi)容請查閱其他焊接書籍。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底